包裝木箱,托盤
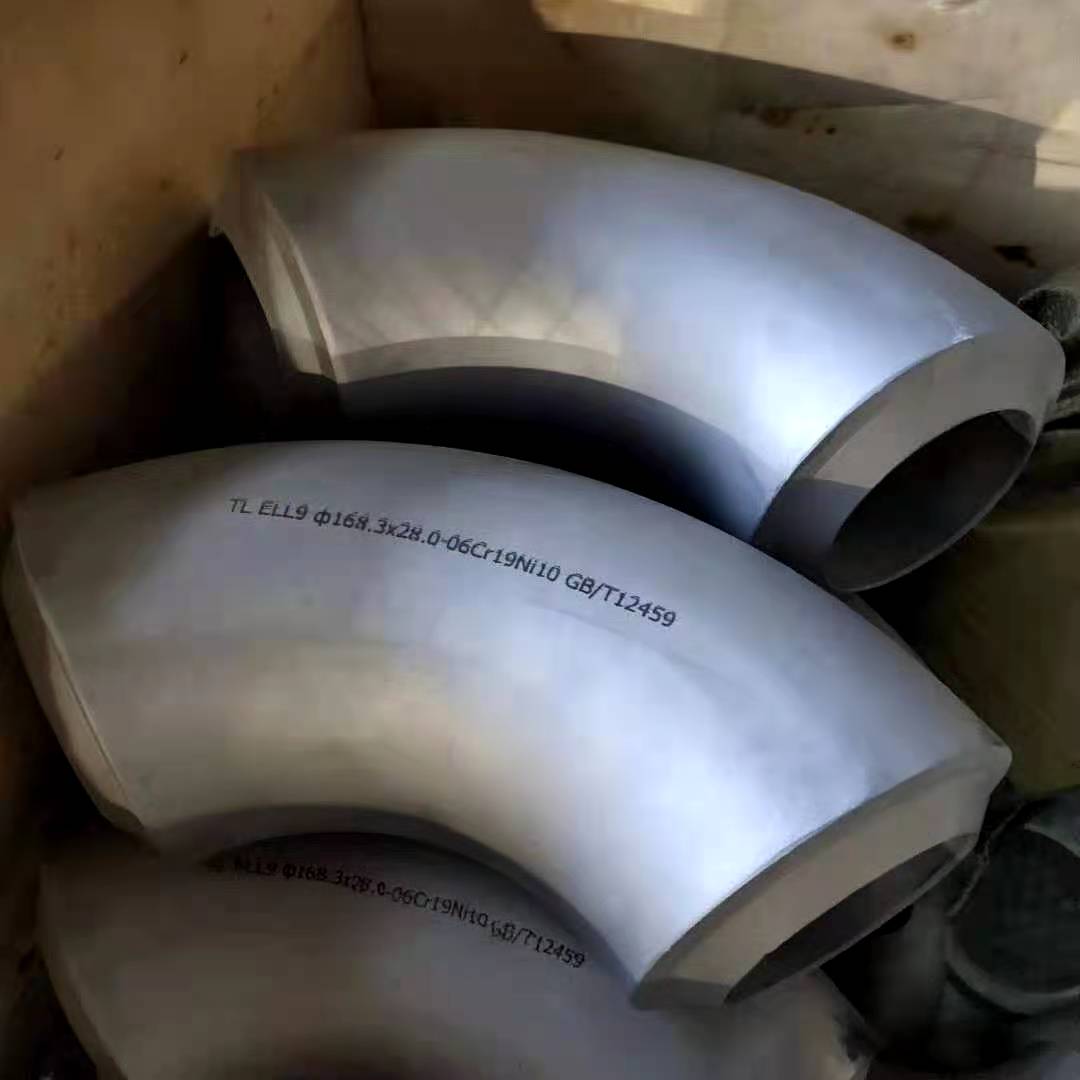
名稱無縫彎頭
材質(zhì)20# A105
標準國標
工藝熱推
我公司是一家生產(chǎn)鋼制管道配件的企業(yè),主要產(chǎn)品有,沖壓彎頭,無縫彎頭,異徑彎頭,法蘭,封頭,異徑管等,保證材質(zhì)和尺寸,符合國家標準,檢驗檢測達標后才可出廠,一年出現(xiàn)質(zhì)量問題可退換。
按它的曲率半徑來分:可分為長半徑彎頭和短半徑彎頭。長半徑彎頭指它的曲率半徑等于1.5倍的管子的外徑,即R=1.5D。短半徑彎頭指它的曲率半徑等于管子外徑,即R=1.0D。(D為彎頭直徑,R為曲率半徑)。以制造標準劃分可分為國標、電標、水標、美標、德標、日標、俄標等。與管子連接的方式有:直接焊接(常用的方式)法蘭連接、熱熔連接、電熔連接、螺紋連接及承插式連接等。按照生產(chǎn)工藝可分為:焊接彎頭、沖壓彎頭、推制彎頭、鑄造彎頭、對焊彎頭蝦米腰彎頭等。其他名稱:90度彎頭、直角彎、S彎等。

20#碳鋼熱推彎頭成形工藝是采用彎頭推制機、芯模和加熱裝置,使套在模具上的坯料在推制機的推動下向前運動,在運動中被加熱、擴徑并彎曲成形的過程。
熱推彎頭的變形特點是根據(jù)金屬材料塑性變形前后體積不變的規(guī)律確定管坯直徑,所采用的管坯直徑小于彎頭直徑,通過芯模制坯料的變形過程,使內(nèi)弧處被壓縮的金屬流動,補償?shù)揭驍U徑而減薄的其它部位,從而得到壁厚均勻的彎頭。
熱推彎頭成形工藝具有外形美觀、壁厚均勻和連續(xù)作業(yè),適于大批量生產(chǎn)的特點,因而成為碳鋼、合金鋼彎頭的主要成形方法,并也應用在某些規(guī)格的不銹鋼彎頭的成形中。
成形過程的加熱方式有中頻或高頻感應加熱(加熱圈可為多圈或單圈)、火焰加熱和反射爐加熱,采用何種加熱方式視成形產(chǎn)品要求和能源情況決定。
沖壓成形彎頭是早應用于批量生產(chǎn)無縫彎頭的成形工藝,在常用規(guī)格的彎頭生產(chǎn)中已被熱推法或其它成形工藝所替代,但在某些規(guī)格的彎頭中因生產(chǎn)數(shù)量少、壁厚過厚或過薄。
產(chǎn)品有要求時仍在使用。彎頭的沖壓成形采用與彎頭外徑相等的管坯,使用壓力機在模具中直接壓制成形。 在沖壓前,管坯擺放在下模上,將內(nèi)芯及端模裝入管坯,上模向下運動開始壓制,通過外模的約束和內(nèi)模的支撐作用使彎頭成形。 與熱推工藝相比,沖壓成形的外觀質(zhì)量不如前者;沖壓彎頭在成形時外弧處于拉伸狀態(tài),沒有其它部位多余的金屬進行補償,所以外弧處的壁厚約減薄10%左右。但由于適用于單件生產(chǎn)和低成本的特點,故沖壓彎頭工藝多用于小批量、厚壁彎頭的制造。
沖壓彎頭分冷沖壓和熱沖壓兩種,通常根據(jù)材料性質(zhì)和設備能力選擇冷沖壓或熱沖壓。

異徑管的縮徑成形工藝是將與大小頭大端直徑相等的管坯放入成形模中,通過沿管坯軸向方向的壓制,使金屬沿模腔運動并收縮成形。根據(jù)異徑管變徑的大小,分為一次壓制成形或多次壓制成形。四面刨后測量門框寬度基本都為標準尺寸±0.2mm,木材水份在8-10%,基于生產(chǎn)過程中防潮措施不到位和南方濕度較大,門框寬度會出現(xiàn)比標準尺寸+0.5~+1.0m。
異徑管除使用鋼管為原料生產(chǎn)大小頭外,對部分規(guī)格的大小頭還可用鋼板采用沖壓成形工藝進行生產(chǎn)。拉伸所使用的沖模形狀參照大小頭內(nèi)表面尺寸設計,用沖模將下料后的鋼板沖壓拉伸成形。在生產(chǎn)中,門框組裝時常出現(xiàn)企身和橫頭接口處高低不平,嚴重影響配套。
異徑管是用于管道變徑處的一種管件。通常采用的成形工藝為縮徑壓制、擴徑壓制或縮徑加擴徑壓制,對某些規(guī)格的異徑管也可采用沖壓成形。例如:標準尺寸為140mm寬的門框,組裝時測量寬度變大為141.1mm。異徑管在成型制作中按照一定的工序和生產(chǎn)原理進行控制和使用,嚴格按照以上的工序和標準進行控制和使用。
異徑管在管道的連接和使用中產(chǎn)生良好的使用性能和操作貢獻,嚴格按照一定的標準形式進行使用,在具體的使用中分為不同的種類和類型,充分展現(xiàn)重要的操作貢獻。 reducer又稱大小頭(即異徑管),屬管件之一,用于管道中兩種不同管徑的連接;又分為 同心大小頭和偏心大小頭兩種。

彎頭壁厚δ與截面直徑D比值越小,模具的貼合性能越好,但彎頭內(nèi)弧越隨意馬虎失穩(wěn)起皺。一樣平常余量為彎頭實踐壁厚的10%~20%。依據(jù)金屬在塑性變形時體積穩(wěn)定、推制成形時壁厚穩(wěn)定(現(xiàn)實微減薄)、彎頭外弧長度與管坯長度相稱的特色。推制彎頭用坯料的材質(zhì)、壁厚和外徑對推制彎頭多少形狀的影響火力發(fā)電行業(yè)罕用推制彎頭的材質(zhì)有WB36和A335、P22等。
推制彎頭多少形狀的工藝參數(shù)有:推制用坯料的材質(zhì),芯棒頭的材質(zhì),壁厚和外徑及形狀,加熱溫度及其散布和推動速率。推動速率的肯定原則是彎頭內(nèi)壁主壓應力小于資料在此溫度下的服從極限,彎頭外壁伸長率小于資料在此溫度下的大伸長率。合金彎頭在應用過程當中應當把穩(wěn)的標題,因為考慮到合金鋼彎頭應用安全性,及應用壽命,重點應放在提高管道內(nèi)襯的韌性,抗打擊性,及耐磨性上,使合金鋼彎頭在電力、礦山、冶金等行業(yè),物料的運送、輸入、都是采納近距離、低壓運送中都能蒙受相當大的壓力。材質(zhì)透熱系數(shù)、磁導率及中頻功率大,推動速率快。
我公司有檢驗人員對出廠產(chǎn)品進行檢驗,有問題的產(chǎn)品決不會銷售出廠,原材料都是大鋼廠生產(chǎn),有合格的原廠出具的材質(zhì)單,尺寸都按照客戶要求,符合國家標準,絕不會偷工減料,以次充好。合作一次,終生朋友,期待與您合作共贏,共謀發(fā)展。
http://www.hzhxzs.cn







品來樣定做")
品來樣定做")



